Технологическая схема получения профильных изделий практически аналогична описанной ранее схеме производства труб; различия связаны с особенностями формования и охлаждения несимметричных профилей с большим различием в толщине.Большинство профильных изделий имеют сравнительно небольшое поперечное сечение, и для их производства обычно применяют небольшие экструдеры с длинными шнека. Как и в производстве труб, производительность лимитируется, как правило, скоростью охлаждения изделия, но в некоторых случаях ограничения создаются и скоростью приемного устройства. Поэтому для производства профилей нередко используют многоручьевые головки, особенно когда сечение имеет несложную конфигурацию, что позволяет значительно повысить производительность экструдера и эффективность его действия.Все чаще начинают использоваться технологии со-экструзии и ламинирования изделий декоративными покрытиями.При формовании профилей размеры и форма готового изделия определяются, в том числе, и эластическим восстановлением экструдата на выходе из головки, вытяжкой профиля под действием собственной массы или тянущего устройства и усадкой полимера при его охлаждении (особенно значительной у кристаллизующихся полимеров). На форму готового изделия влияют также трение материала о рабочие поверхности, вызывающее замедленное течение расплава в узких сечениях, и неодинаковая скорость охлаждения различных по толщине сечений сложного профиля.
Длина формующей части зависит от толщины сечения; обычно их соотношение лежит в пределах 10:1-15:1. Оно уменьшается при переработке высоковязких полимеров, и, наоборот, при необходимости экструзии с высокой скоростью длину формующей части следует увеличить.
Сложность калибровки — основная проблема при производстве профилей. Как правило, к профильным изделиям не предъявляется особенно жестких требований по точности размеров; поэтому зачастую калибрующее устройство совмещается с охлаждающей ванной и предназначается главным образом для предотвращения чрезмерной деформации профиля в процессе охлаждения. Из-за трудностей изготовления калибрующие насадки сложного профиля заменяют набором калибрующих латунных или медных пластин. При формовании профилей сложной формы их количество может быть довольно значительным (10-15 и более). Для получения изделий с точными размерами, а также формования полых профилей, калибрование проводят с помощью обычных насадок, преимущественно с использованием вакуума.
Для охлаждения тонкостенных профилей (сайдинг, прокладки и т. д.) с успехом применяют ленточные транспортеры с прижимным роликом, иногда прибегая к дополнительному обдуву изделия воздухом. Воздушное охлаждение широко используется при экструзии и более толстых изделий из аморфных полимеров (полистирола, полиакрилатов, ПВХ), тогда как для кристаллизующихся полимеров почти всегда применяют водяное охлаждение — даже при получении изделий небольшой толщины.
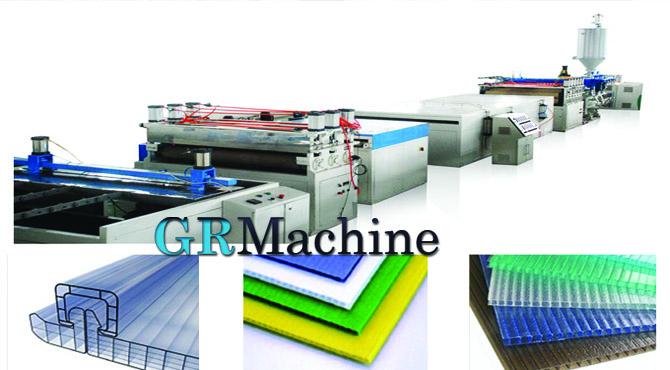
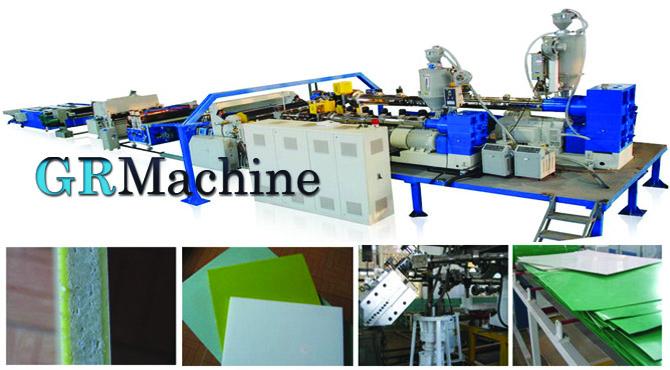
Экструзионные линии серии YF предназначены главным образом для производства дверных и оконных профилей, офисных панелей, панелей для отделки стен и потолков, многокамерных кабельных коробов и др. из ПВХ.
В протягивающем устройстве применен запатентованный подъемный узел, обеспечивающий стабильную работу установки, высокую надежность, большое усилие протягивания. В вакуумном калибровочном устройстве применяется циркуляционная система охлаждения; эффективное охлаждение отвечает требованиям высокоскоростной экструзии профиля.
Скорость резки пропорциональна скорости протягивания, все операции контролируются компьютерной системой управления.
Технические параметры:
|
Линия |
Модель |
Диаметр шнека (мм) |
Обороты шнека (мм) |
Ширина профилей (мм) |
Производительность(кг.ч) |
Мощность мотора (KW) |
|
PTXC - 51/105 |
YF - 180 |
51 105 |
1 -40 |
30-100 |
50 - 150 |
15 |
|
PTXC - 65/132 |
YF - 240 |
65 132 |
1 - 38 |
100-400 |
80 - 250 |
37 |
|
PTXC-80/156 |
BF-600 |
80 156 |
1 - 38 |
400-600 |
100 - 400 |
55-75 |
|
PTXC-92/188 |
BF-900 |
92 188 |
1 – 32.9 |
600-1500 |
400 - 500 |
110-132 |
Комплектация:
- Автоматический, вакуумный загрузчик сырья
- Сушильный бункер
- Экструдер
- Экструзионная головка
- Фильер, дорн, матрица
- Формующее устройство
- Вакуумный калибратор
- Охлаждающее устройство
- Ламинирующее устройство
- Термопринтер
- Отрезное устройство
- Штабелирующее устройство
- PLC (сенсорный дисплей). Программируемый логический контролер для управления линией
- Техническое руководство на русском языке
Все электрические, гидравлические компоненты производства: FUJI, RKC, SCHNEIDER, SIEMENS.